功能特点
1、可手动/自动工作
2、可调的磁粉制动器/离合器转矩补偿
3、只需设定3个简单的参数即可工作
4、可连接编码器或接近开关
5、可储存9组不同材料的参数
6、自动演算卷材半径
7、恒张力/锥度张力控制
8、输出0〜24V/4A,过流自动保护
9、自动记忆系统所有参数和状态
技术参数
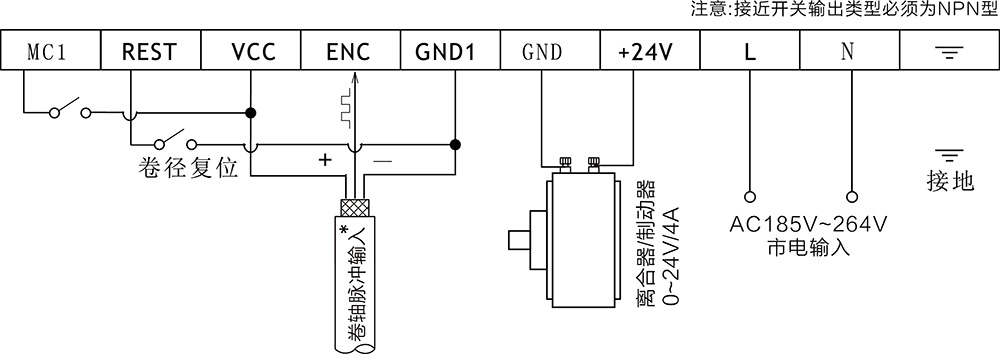
电源:AC165-264V,50/60Hz
输入:主轴脉冲信号(兼容编码器和接近开关)卷径复位信号
控制输出:DC0-24V / 4A,供磁粉离合器/制动器
辅助电源:接近开关或编码器电源(DC24V)
控制方式:厚度累加法
参数设定:
01-初始半径
02-材料厚度
03-锥度系数
04-起始补偿点
05-补偿系数
接线图
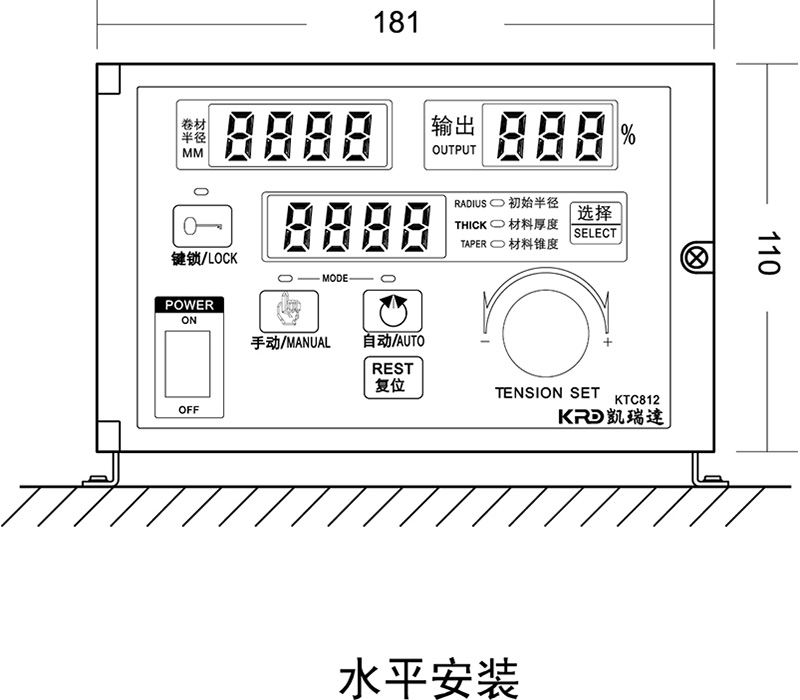
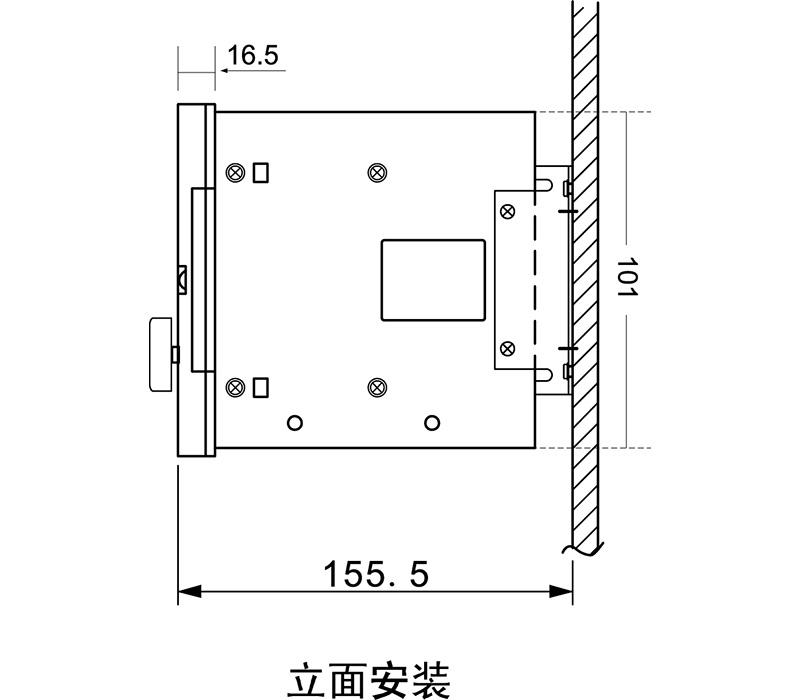
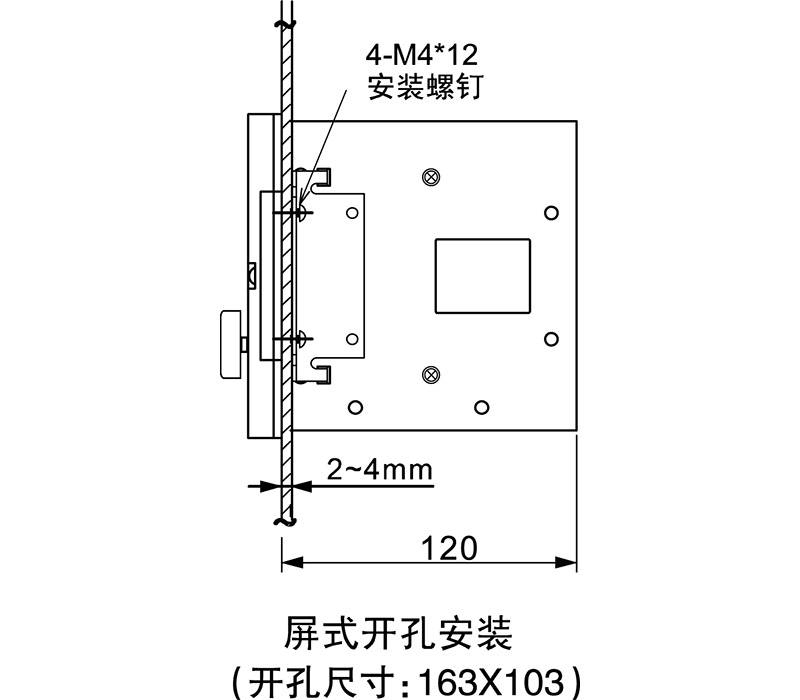
安装尺寸图
四种演算方式
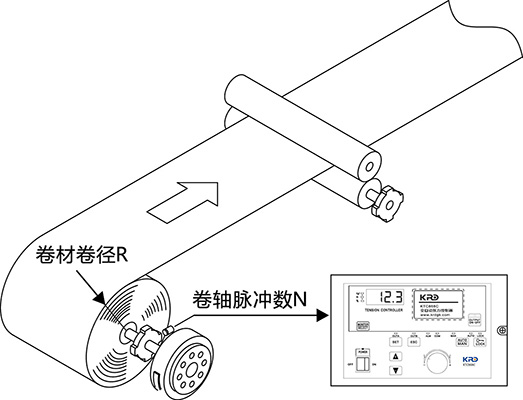
1. 厚度累加法
对卷轴接近开关的脉冲数进行计数,得到卷轴所转动的圈数,再对材料的厚度进行累加,从而演算出当前卷径的大小。使用厚度累加法必须人工输入材料的厚度。
使用厚度累加法的优缺点如下:
优点:简单稳定,张力变化平稳均匀。
缺点:更换不同材料时需对材料厚度进行设定。
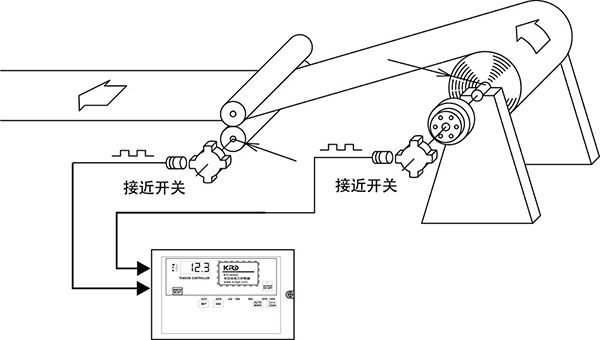
2. 速度比值法
分别在主轴和卷轴安装编码器或接近开关,测得主轴和卷轴的角速度,通过主轴与卷轴速度的比值,以及主轴的半径,换算出材料现时的卷径。
使用速度比值法的优缺点如下:
优点:不用设置材料厚度,操作简单
缺点:用接近开关来计算的话,需要转动多圈才能计算出一次卷径,卷径更新速度慢,精度不高。或者使用编码器才能达到精确的卷径计算。
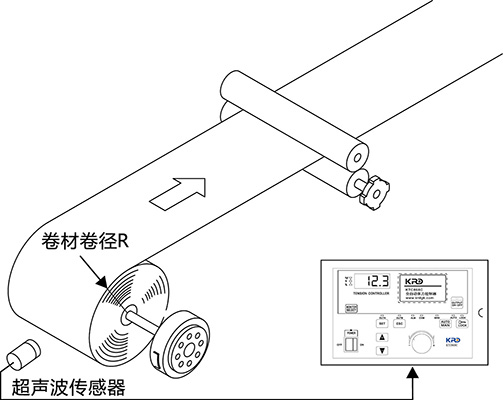
3. 超声波传感器测量
使用超声波距离传感器可直接测量出卷料的卷径,从而进行张力的控制。
使用超声波传感器的优缺点如下:
优点:无需复杂的设定,无需知道卷料厚度,直接稳定。
缺点:需要使用昂贵的超声波传感器。
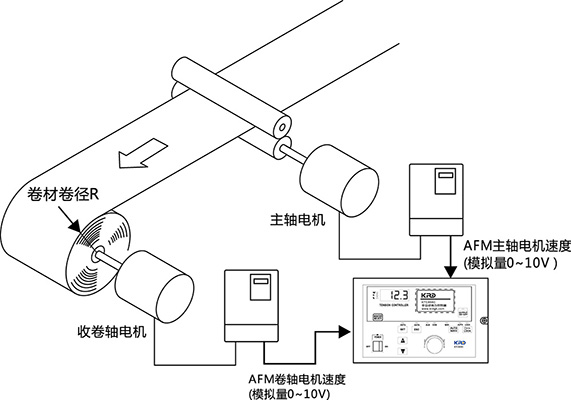
4. 摸拟量速度比值法
多数变频器都支持电机速度或电机频率的模拟量输出,所以在使用电机收放卷的场合,我们可以利用变频器输出的速度模拟量信号,进行演算,即可得到卷材的卷径。
使用超声波传感器的优缺点如下:
优点:无需接近开关/编码器,传感器,计算精确张力稳定。
缺点:只能应用在主轴和卷轴都分别使用电机的收放卷场合。